


作为污水界学霸级的,比如丹麦,一些较古老的污水厂都有超过百年的历史。
时至今日,丹麦97%的污水都得到了处理,成为世界上首个应用技术创新等手段大踏步减少污水排放给水体造成负效应的国家之一。
丹麦Ejby Mølle污水厂——一座已经有114年历史的污水厂,却一直在不断地升级,具有雨污同治、出水前后曝气、侧流厌氧氨氧化及厌氧消化固体回流的工艺特色。
Ejby Mølle污水厂污水排放高标准、雨污同治、精细化运营管理等方面蕴含的经验值得我国污水厂借鉴。
1 .Ejby Mølle污水厂概况
作为丹麦最负盛名的三大水务公司之一,VCS的公司化历史始于1853年,是一家有着近170年历史的公司。
目前该公司将供水和排水职能一体化,管理5个水厂和8个污水处理厂,其中Ejby Mφlle污水厂规模最大。
 Ejby Mølle污水厂 | 图源:VCS Denmark
Ejby Mølle污水厂 | 图源:VCS Denmark
根据丹麦出口协会提供的数据,Ejby Mφlle污水厂设计能力为70000m3/d,2019年进水平均流量为50750m3/d,运行负荷率为72.5%。运行负荷以进水BOD5计为13100kg/d,负荷率为53.29%。
该厂接纳的是分流制污水,同时也处理当地雨水系统输送来的雨水,旱天最大流量为6800m3/h,雨天最大流量为19000m3/h。
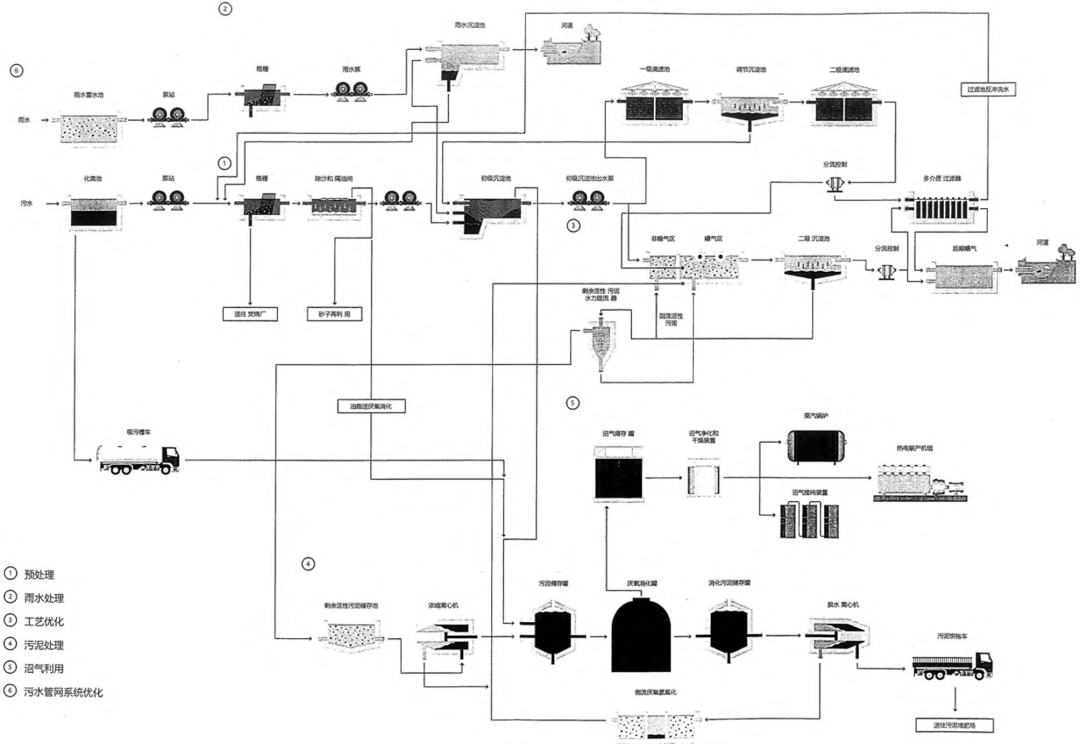
Ejby Mølle污水厂工艺流程
水处理过程中分离出的砂子经过清洗可再利用,污泥处理中的能源利用通过热电联产机组实现转化,污泥脱水后的污泥饼由拖车运往堆肥场,后续再度得到循环利用。
2 .Ejby Mølle污水厂工艺特色
2.1 雨水、污水同步处理
丹麦的排水体制是分流制。厂外雨水调蓄池的主要作用是调节流量,对雨水起存储和削峰作用。
雨水经过调蓄池的流量调节后经过雨水泵站送入污水处理厂处理,Ejby Mølle污水厂的工艺全流程中包含雨水的处理。
处理工艺首先经过格栅和沉淀,然后视流量决定去向,不超过污水厂最大设计流量的雨水和污水一同进入生物处理单元进行全流程处理,超过最大设计流量的雨水即在格栅和沉淀后排入河道。沉淀物被送入污水处理的格栅端口进行处理。

2.2 尾水排放前曝气增氧
Ejby Mølle污水厂在完成了污水的生物处理后,在排放到水体前设置了后曝气单元。
污水厂工艺控制中,出于节能降耗和微生物生长要求的考虑,在生物处理单元必须精准控制溶解氧水平,因此,出水排放前溶解氧水平的调整是生态友好的。
Ejby Mølle污水厂在污水处理流程末端设置后曝气的目的是使污水厂排放的污水中溶解氧的含量与受纳水体接近,以免造成对水体的耗氧。

2.3 污泥处理特色
该厂污泥处理特色包括侧流厌氧氨氧化和厌氧消化后生物固体部分回流。
污泥消化脱水的上清液经过侧流厌氧氨氧化工艺进行单独脱氮处理,可大大降低高氨氮回流到污水主流生物处理单元造成的高能耗和外加碳源消耗;
而厌氧消化后的生物固体部分回流至厌氧消化罐内,使污泥在消化池中的平均停留时间延长10%,以此提高厌氧消化的效率。

3.标杆工厂:能源自给率达到188%
从2010年开始,通过技术创新和管理加强,该厂的能源管理工作不断取得新进展。
技术创新方面,进行了污泥热水解工艺强化污泥厌氧消化的实证研究、膜曝气生物反应器(MABR)工艺提高曝气过程氧利用率的研究。
使用多种技术改进提高厌氧消化的效率,如根据不同负荷灵活调整消化池的水力停留时间(HRT),2020年8月该污水厂的HRT为31d。

管理加强方面,根据运营报表,动态进行能耗的全流程分析,找出薄弱环节,替换成更节能的设备;
联合当地热能公司,在污水厂安装20MW热泵,对出水的热能进行利用。如此,热能公司可获得稳定、持久、免费的热能来源,厂方可获得免费的热能,形成双赢局面。
近年来,该厂污泥厌氧消化甲烷产量约为260万m3/a,用于热电联产。
2019年,Ejby Mølle污水厂能源自给率达到188%,成为VCS公司旗下名副其实的能源管理标杆工厂。
4.Ejby Mølle污水厂的4点启示
分析Ejby Mølle污水处理厂案例,可为当今我国蒸蒸日上的环保和污水处理事业带来不少启迪。
4.1 “污染者付费”,确保污水排放高标准
在丹麦,国家环保政策有一条是“污染者付费”,污染者即为污水处理设施的运营单位,“付费”实际是支付一种排污“税”,按照排放的BOD5、TN、TP这3大污染物量和各自单价折算相应该支付的排污“税”。
在这种机制约束下,为了减少排污“税”并谋求发展,运营污水厂的企业不得不尽量减少对水体的污染排放。
在我国可试行“优排奖励”办法,即优于排放标准排放的企业,可在税收、劳动工资、人才引进和补贴等方面享受奖励和优惠制度。
4.2 因地制宜,实施雨污同治
丹麦的排水体制属于分流制,由于初期雨水仍携有一定的污染,雨水通过调蓄池削峰后,调节流量进入周边污水处理厂处理。
污水处理厂从设计起,即完整考虑雨水和污水的共同处理,和部分发达国家污水厂设计理念一致。
对于污水,100%全流程二级处理+深度处理;对于雨水,首先经过格栅和沉淀,然后视流量决定去向。
4.3 高效设备支撑智能管理
以Ejby Mølle污水厂为例,使用了AVK的阀门、格兰富的泵、丹佛斯的变频器、Stjernholm的除砂器等,均是在业内享有较好质量口碑的品牌设备。
在国内,为加快排水智能管理的进程,可吸纳丹麦经验,将设备的高可靠性和持久耐用性作为采购环节需要重点考虑的因素,采用全生命周期比价制度。
4.4 精细化运营管理永续推进
Ejby Mølle污水厂以运营规范为基础,将持续不断进行精细化管理视作其终极目标。
如能耗分析,动态分析各设备及各单元的能耗是该厂精细化管理的内容之一。
通过研究和分析,能及时发现问题,更新老旧设备,或者将当前设备替换为同期更节能的设备;通过不断优化或革新工艺,将每个单元的能耗控制在合理范围。这些精细化的管理方法值得国内同行学习和借鉴。
5 .总 结
丹麦的这座污水厂,处理规模不大,却是VCS公司旗下名副其实的能源管理标杆工厂。
早在2013年它就声称实现能量100%自给。2019年,他们甚至宣布:污水厂的能耗盈余率高达88%!
这与该厂对于新技术的不断探索与成功应用,精细化的高水平运营管理和重视能源回用的理念密不可分。
路漫漫其修远兮,在污水处理的道路上,我们真正需要向西方学习的除了先进的水处理技术和运营管理经验,更重要的是将我们“达标保平安”的想法向他们那种将废水当成一种宝贵的资源去利用的理念的转变。





